 Products Home / Fiber Fusion Splicers and Processing Equipment / Fiber Cleavers / Vytran® Fiber Cleavers for Ø80 µm to Ø1.25 mm Cladding Fibers
Products Home / Fiber Fusion Splicers and Processing Equipment / Fiber Cleavers / Vytran® Fiber Cleavers for Ø80 µm to Ø1.25 mm Cladding FibersVytran® Fiber Cleavers for Ø80 µm to Ø1.25 mm Cladding Fibers
- Cleave Glass Fibers with Cladding Diameters from 80 µm to 1.25 mm
- Accepts SM, PM, MM, Capillary Tubes, PCF, Non-Circular Fiber, and Other Specialty Fibers
- Programmable Cleave Parameters via Included Controller
LDC401A
Fiber Cleaver with Rotation Module for Angled Cleaves
Included Controller Provides Easy-to-Use Interface for Operation
VHA25
VHE25
Top and Bottom Fiber Holder Inserts (Must be Purchased Separately)


















Please Wait
Click to Enlarge
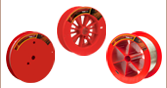
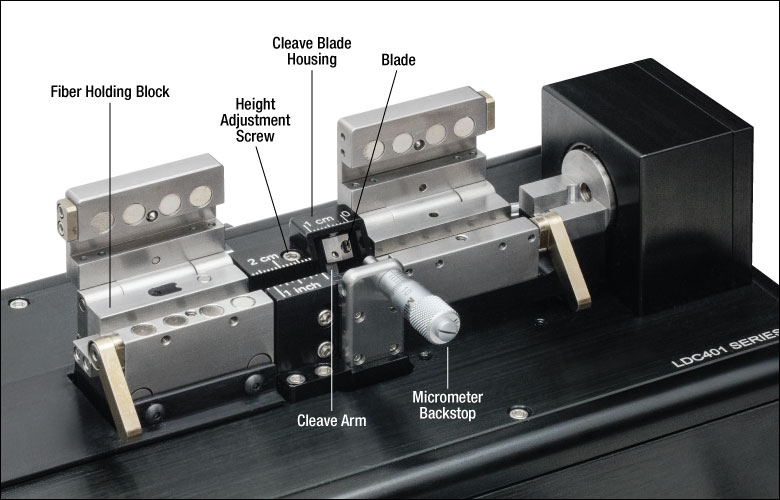
A close-up of the cleave assembly on the LDC401A. A clamping screw on the top of each holding block can be tightened to provide extra clamping force for gripping fibers with outer diameters ≥500 µm. Magnets in each holding block provide sufficient force for clamping smaller fiber diameters.
Features
- Cleave Glass Fibers with Claddings from Ø80 µm to Ø1.25 mm
- Flat Cleaves or Angled Cleaves Up to 15°
- Programmable Processes for a Wide Variety of Fibers:
- Single Mode, Multimode, and Polarization-Maintaining Fibers
- Capillary Tubes*
- Photonic Crystal Fiber (PCF)*
- Microstructured Fibers*
- Non-Circular Fibers
- Touchscreen Controller for Setting Cleave Parameters (See Controller Tab for Details)
- Replacement Components Sold Separately Below
- Holding Blocks and Inserts are Compatible with Other Vytran® Systems:
Build Your System
- Large-Diameter Fiber Cleaver for Fibers with Claddings from Ø80 µm to Ø1.25 mm
- Choose Top and Bottom Inserts (Two Top Inserts and Two Bottom Inserts are Required; See Fiber Holder Inserts Tab for More Information)
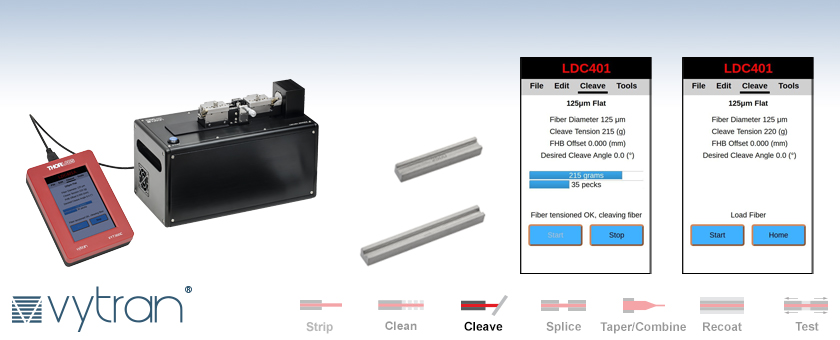
These Vytran Fiber Cleavers precisely cleave fibers with claddings from 80 µm to 1.25 mm in diameter. The LDC401 is designed to produce flat cleaves perpendicular to the length of the fiber, while the LDC401A has a rotation stage module for creating angled cleaves up to 15°.*
The cleavers use the "tension-and-scribe" cleaving process, where tension is applied along the length of the fiber followed by an automatic scribing process utilizing a diamond cleave blade. After the blade scribes the fiber, tension is maintained, causing the scribe to propagate across the fiber width and complete the cleave. The LDC401A accomplishes angled cleaves by using the rotation stage to apply torsion to the fiber prior to scribing; the cleave plane will be perpendicular to the maximum resultant stress created by the combined tension and torsion applied to the fiber.
The cleavers have settings to carry out an automated "sub-critical" scribe process designed to improve the cleave quality in specialty fibers, such as photonic crystal fiber (PCF), microstructured fibers, capillary tubes, or highly stressed fibers (multimode or polarization maintaining). Each cleaver is equipped with a flat-tipped micrometer backstop, which can help improve end-face quality when performing low-tension cleaves. See the Cleaving Guide tab for details.
The cleavers use a diamond blade for scribing the fiber. When used with proper cleave parameters, a single location on the blade can provide up to 5,000 cleaves (dependent on the cladding properties of the fiber being cleaved). The cleaver is designed so that the cleave blade can be repositioned approximately nine times before replacement (assuming proper cleave parameters and usage that does not cause unexpected damage to the blade). We only recommend using these cleavers with fibers that have a glass cladding; other materials, such as plastic, will rapidly degrade or damage the blade. Replacement blades are available separately below.
Accessories
The LDC401 and LDC401A are designed to accept Fiber Holder Inserts that can clamp a variety of outer diameters. Our selection of top and bottom inserts are available separately below, listed with the maximum fiber sizes accepted by each insert. The Fiber Holder Inserts tab has a selection guide to aid in choosing which pairs of fiber holder inserts are required, based on the diameter of the fiber to be cleaved, as well to aid to install them in the fiber holding blocks. Two top and two bottom inserts are required to operate the fiber cleaver.
The VYT300C handset controller is included with each cleaver. This controller is compatible with Vytran large-diameter fiber cleavers as well as Vytran fiber recoaters with manual mold assemblies. One handset controller can be used to configure parameters on multiple fiber processing units in succession.
We also offer kits for adding a microscope or an adjustable stop to the cleaver. The digital microscope shows the fiber, cleave blade, and micrometer backstop at 20X or 220X zoom, enabling more effective use of the cleaver. The microscope must be controlled using a user-supplied PC or tablet. The adjustable stop allows the length of the fiber to the right of the cleave to be set.
In addition to the large-diameter fiber cleavers, we offer the FPS301 Stripping and Cleaning Station, the LFS4100 Fiber Splicer, GPX4000LZ CO2 Laser Glass Processor and the GPX3400 and GPX3600 Glass Fiber Processing Stations. Many of the fiber holder inserts that are compatible with the LDC401 and LDC401A are also compatible with these fiber processing systems, making it easy to move the fiber between stations. We also offer the LDC450B Portable Fiber Cleaver, which features a rechargeable battery for versatility and ease of use in manufacturing and research environments.
* It may not be possible to create clean, angled cleaves in specialty fibers with large "air-fill" fractions due to the structural properties of the fiber.
| Compatible Vytran Fiber Processing Systems | |||||||
|---|---|---|---|---|---|---|---|
| Fiber Preparation Station (Strip and Clean) |
Large-Diameter Fiber Cleavers | Portable Large-Diameter Fiber Cleavers | Large-Diameter Fiber Splicer | CO2 Laser Glass Processing System (Splice and Taper) |
Automated Glass Processing Systems with Integrated Cleaver (Cleave, Splice, and Taper) |
Automated Glass Processing Systems (Splice and Taper) |
Recoaters, Proof Testers, and Recoaters with Proof Testers |
| Specifications | ||
|---|---|---|
| Item # | LDC401 | LDC401A |
| Cleave Type | Flat Cleave | Flat Cleave or Angleda Cleave up to 15° |
| Accepted Fiber Sizes | Cladding: Ø80 µm to Ø1.25 mm Buffer: Ø80 µm to Ø3.198 mm |
|
| Accepted Fiber Types | SM, PM, MM, Specialty Fibers Including Microstructured Fiber, Photonic Crystal Fiber (PCF), Non-Circular Fiber, and Capillary Tubes |
|
| Cleave Method | Tension and Scribe | |
| Tension | 63.7 N (14.3 lbs) Max, Programmableb | |
| Scribe | Diamond Blade, Stepper Motor Controlled (5000 Uses, 9 Positions) |
|
| Loading | Linear Tension, Stepper Motor Controlled | |
| Cleave Tolerance | ±0.5° | ±0.5° (Flat) ±1.0° (Angled) |
| Rotation Stage | N/A | 0.1° Resolution, Stepper Motor Controlled |
| Fiber Holding Blocks | Internal Vacuum Pump for Easier Loading, Up to 9 inHg (4.4 psi) of Pressure |
|
| Fiber Holder Inserts | Available Separately Below | |
| Power | 12.5 VDC, 5 A (Provided by External Power Supply) | |
| External Power Supply | 100 - 120 / 200 - 240 VAC, 4.5 / 2.2 A, 47 - 63 Hz | |
| Dimensions (L x W x H) without Holding Blocks or Rotation Stage |
10.14" x 5.30" x 5.15" (257.4 mm x 134.6 mm x 130.7 mm) |
|
| Dimensions (L x W x H) | 10.14 " x 5.30" x 6.82" (257.4 mm x 134.6 mm x 173.3 mm) |
10.14" x 5.30" x 6.96" (257.4 mm x 134.6 mm x 176.8 mm) |
| Weight | 10.0 lbs (4.5 kg) | |

Programmable Cleave Parameters
These large-diameter fiber cleavers are designed to provide easy operation when performing simple cleaves but still support customized processing for more complicated cleaves involving specialty fibers. A complete list of modifiable parameters is listed below. The majority of users will only need to enter the Fiber Diameter (cladding), Cleave Tension, and Pre-Cleave Advance while leaving the rest of the parameters set to their default values. To further simplify the process, the tablet controller features an autoset function that will estimate an appropriate Cleave Tension and Pre-Cleave Advance based on the fiber diameter, although these values can be adjusted by the user if necessary.
| Fiber Cleaver Parameter Limits | |||
|---|---|---|---|
| Parameter | Default | Minimum | Maximum |
| Fiber Diameter | Fiber Size Dependent |
10 µm | 1500 µm |
| Cleave Tensiona,b | Fiber Size Dependent |
1 g | 6500 g |
| Pre-Cleave Advance | Fiber Size Dependent |
200 Steps (300 µm) |
400 Steps (600 µm) |
| Set FHB Offset | 0 mm | 0 mm | 47 mm |
| Tension Velocity | 60 Steps/s (48 µm/s) |
4 Steps/s (3.2 µm/s) |
200 Steps/s (160 µm/s) |
| Rotation Angle (LDC401A Only) | 0° | 0° | 180° |
| Cleave Peck Cycles | 60 | 10 | 250 |
| Cleave Forward Steps | 81 | 40 | 400 |
| Cleave Back Steps | 80 | 39 | 399 |
| Scribe Delay | 250 ms | 1 ms | 5000 ms |
| Set Blade Offset | Unit Specific Value |
100 Steps (150 µm) |
2500 Steps (3750 µm) |
| Sub-Critical Process Parametersc | |||
| Re-Tension Levela,d | 10 g | 1 g | 100 g |
| Post-Scribe Pause | 1.0 s | 0.1 s | 30.0 s |
| Re-Tension Pause | 1.0 s | 0.1 s | 30.0 s |
| Re-Tension Limit | 20% of Cleave Tension |
1% of Cleave Tension |
50% of Cleave Tension |
Handset Controller Cleave Parameter Definitions
The definition of each of the parameters that can be entered into the tablet controller are described below.
Fiber Diameter: The diameter of the fiber cladding. This is also the fiber cleave parameter file name.
Cleave Tension: The load applied axially to the fiber prior to initiating the scribe process. These cleavers are calibrated using standard weights that are hung off of a pulley, so the tension settings are programmed into the tablet controller in grams. Possible settings correspond to a range of tensions from 9.8 mN (0.0022 lbs) to 63.7 N (14.3 lbs).
Pre-Cleave Advance: Before cleaving, the cleave blade must move closer to the fiber. The location of the blade just prior to cleaving is set using this parameter. One step corresponds to 0.00006" (1.5 µm).
Set FHB Offset: This stands for "Set Fiber Holding Block Offset". It is the distance that the left fiber holding block will be shifted to the left from the "home" position prior to loading the fiber. This allows the user to adjust the distance between the edge of the holding block and the cleave point.
Tension Velocity: The speed at which tension is applied to the fiber prior to cleaving. One step corresponds to 0.00003125" (0.8 µm).
Cleave Peck Cycles: To properly cleave the fiber, the cleave blade will ideally make one single, quick contact with the fiber. In order to achieve this, the blade will begin to oscillate forward and backwards after the pre-cleave advance distance has been traveled. This parameter sets the total number of oscillations that will occur during the cleave process.
Cleave Forward Steps: This parameter controls how far the blade moves towards the fiber during the "forward" portion of the cleave peck cycle. One step corresponds to 0.00006" (1.5 µm).
Cleave Back Steps: This parameter controls how far the blade moves away from the fiber during the "backward" portion of the cleave peck cycle. One step corresponds to 0.00006" (1.5 µm).
Scribe Delay: This is the delay in milliseconds between each cleave peck cycle. It provides time for the scribe to propagate across the fiber, completing the cleave, before the blade moves forward again. This helps prevent the blade from contacting the fiber more than once.
Set Blade Offset: Adjusts the position that the blade returns to after homing. This allows the starting point for the pre-cleave advance and subsequent cleave peck cycles to be globally adjusted. One step corresponds to 0.00006" (1.5 µm).
Special Sub-Critical Process Parameters
During the Sub-Critical Process, additional tension is applied to the fiber after the scribe occurs.
Post-Scribe Pause: The time, in seconds, between the last oscillation of the cleave blade and the first increase in tension applied to the fiber.
Re-Tension Pause: The time between subsequent increases in the tension applied to the fiber (all increases in tension after the first one, which occurs after the Post-Scribe Pause).
Re-Tension Level: The tension is increased incrementally after the scribe. This is the amount by which the tension is increased after the Post-Scribe Pause and each Re-Tension Pause. These cleavers are calibrated using standards weights that are hung off of a pulley, so the tension settings are programmed into the tablet controller in grams. Possible settings correspond to a range of tensions from 9.8 mN (0.0022 lbs) to 0.98 N (0.22 lbs).
Re-Tension Limit: The maximum amount of additional tension that will be applied to the fiber as a percentage of the original tension.
Fiber Holder Insert Selection Guide
Introduction
Fiber Holder Inserts, which are designed to hold various sized fibers within the cleaver, must be purchased separately. The bottom inserts have V-grooves to hold the fiber, while the top inserts each feature a recessed, flat surface that clamps the fiber against the V-groove in the bottom insert. Each top and bottom insert is sold individually, as the fiber diameter clamped by the left and right holding blocks may not be the same. Two top inserts and two bottom inserts are required to operate the cleaver.
The table below indicates the maximum and minimum diameters that can be accommodated by different combinations of top and bottom inserts. It also indicates how far offset the fiber will be for recommended combinations of top and bottom inserts. Note that the fiber outer diameter may be the fiber cladding, jacket, or buffer. If one side of the fiber is being discarded, it is preferable to clamp onto the cladding of this section except in special cases (such as non-circular fiber) where the coating or buffer may be preferable. Sections of fiber that are not being discarded should always be clamped on the coating or buffer in order to avoid damaging the glass. This may require different sets of fiber holder inserts to be used in the left and right holding blocks. In this case, it is important to minimize the difference in the offsets introduced by the left and right sets of inserts when attempting to produce perpendicular, flat cleaves.
Each V-groove can accommodate a range of fiber sizes.
| Legend | ||
|---|---|---|
|
|
Best Fit | |
|
|
Second Best Fit: Try these options if the best fit does not incorporate your fiber sizes. | |
|
|
Third Best Fit: Try these options if the other two categories do not incorporate your fiber sizes. | |
Fiber Holder Insert Selection Chart
- First, select the bottom insert that matches your fiber size most closely.
Example: For an Ø800 µm fiber, the VHD750 insert is the closest match, since it is only 50 µm smaller. - On the chart below, look to the right of your chosen bottom insert. Select a compatible top insert based on the fiber diameter size range shown in each cell.
Example: For the Ø800 µm example fiber from step 1, the green cell is in the 750 µm groove column for the VHA05 top insert which has two grooves. The numbers listed in the green cell indicate that this combination of inserts is good for fibers from 728 to 963 µm in diameter. Our Ø800 µm fiber is within this range, so this is a good choice. There are several other options as well that will accommodate an Ø800 µm fiber as well, but the green shading in the chart indicates that the 750 µm groove in the VHA05 provides the best fit. - The second line of numbers in each cell shows the range of offsets that can be expected for any given combination of top and bottom inserts. When selecting inserts for the right and left fiber holding blocks, try to minimize the offsets between the pairs of inserts on each side.
Example: If we choose a VHD750 bottom insert and the Ø750 µm groove in the VHA05 top insert, we can use fiber as small as 728 µm, in which case the center of the fiber would sit 23 µm below the surface of the bottom insert. We could also clamp a fiber as large as 963 µm, in which case the center of the fiber would sit 213 µm above the surface of the bottom insert. We could interpolate to find the offset experienced by our hypothetical 800 µm fiber, but it turns out that in the 60° V-groove on these inserts, the offset is equal to the diameter difference. So in our example, that means that the center of our fiber is going to sit 50 µm above the bottom insert surface, since it is 50 µm larger than the fiber that the bottom insert was designed for (800 - 750 = 50). - Holding blocks designed for fibers less than Ø1000 µm have vacuum holes, designed to aid in aligning small fiber within the groove, while bottom inserts for fibers of Ø1000 µm or larger do not have these holes. The LDC4010 and LDC401A each have a vacuum pump that provides a small holding force via these holes, keeping small fibers in place as the clamps are lowered. Inserts with vacuum holes are indicated by a superscript "b" in the table below.
| Top Insert Item # | VHA00a | VHA05a | VHA10a | VHA15a | VHA20a | VHA25 | VHA30 | ||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Accepted Diameter (Nominal) | ≤320 µm | 400 µm | 500 µm | 750 µm | 1000 µm | 1250 µm | 1500 µm | 1750 µm | 2000 µm | 2250 µm | 2500 µm | 3000 µm | |
| Bottom Insert Item # |
Accepted Diameter (Nominal) |
Min / Max Accepted Fiber Diameter (µm) Min / Max Fiber Offset (µm) |
|||||||||||
| VHD080b | 80 µm | 57 / 100 -23 / 21 |
- | - | - | - | - | - | - | - | - | - | - |
| VHD125b | 125 µm | 88 / 161 -37 / 36 |
- | - | - | - | - | - | - | - | - | - | - |
| VHD160b or VHF160b,c |
160 µm | 112 / 208 -49 / 48 |
- | - | - | - | - | - | - | - | - | - | - |
| VHD250b or VHF250b,c |
250 µm | 177 / 320 -73 / 69 |
275 / 323 25 / 74 |
- | - | - | - | - | - | - | - | - | - |
| VHD400b or VHF400b,c |
400 µm | 279 / 519 -122 / 119 |
377 / 517 -23 / 117 |
410 / 519 -9 / 119 |
- | - | - | - | - | - | - | - | - |
| VHD500b or VHF500b,c |
500 µm | 346 / 592 -153 / 93 |
447 / 647 -53 / 147 |
476 / 711 -24 / 211 |
560 / 795 61 / 296 |
- | - | - | - | - | - | - | - |
| VHD750b or VHF750b,c |
750 µm | 516 / 759 -234 / 9 |
617 / 970 -132 / 221 |
643 / 878 -107 / 128 |
728 / 963 -23 / 213 |
812 / 1047 62 / 297 |
- | - | - | - | - | - | - |
| VHE10a | 1000 µm | - | - | 773 / 1008 -172 / 63 |
858 / 1093 -88 / 147 |
943 / 1178 -3 / 232 |
1036 / 1271 90 / 325 |
- | - | - | - | - | - |
| 1250 µm | - | - | - | 1034 / 1269 -176 / 59 |
1119 / 1354 -91 / 144 |
1212 / 1447 2 / 237 |
1288 / 1523 78 / 313 |
- | - | - | - | - | |
| VHE15a | 1500 µm | - | - | - | - | 1280 / 1515 -172 / 63 |
1373 / 1608 -79 / 156 |
1449 / 1684 -2 / 233 |
1534 / 1769 82 / 314 |
- | - | - | - |
| 1750 µm | - | - | - | - | - | 1534 / 1770 -159 / 76 |
1611 / 1846 -83 / 152 |
1695 / 1930 2 / 237 |
1772 / 2007 78 / 313 |
- | - | - | |
| VHE20a | 2000 µm | - | - | - | - | - | - | 1787 / 2022 -171 / 64 |
1871 / 2106 -86 / 149 |
1947 / 2183 -10 / 225 |
2032 / 2267 74 / 309 |
- | - |
| 2250 µm | - | - | - | - | - | - | - | 2033 / 2268 -167 / 68 |
2109 / 2344 -91 / 144 |
2193 / 2429 -6 / 229 |
2278 / 2513 78 / 313 |
- | |
| VHE25 | 2500 µm | - | - | - | - | - | - | - | - | 2270 / 2505 -172 / 64 |
2355 / 2590 -87 / 148 |
2439 / 2675 -2 / 233 |
2609 / 2844 167 / 402 |
| VHE30 | 3000 µm | - | - | - | - | - | - | - | - | - | 2692 / 2944 -256 / -4 |
2777 / 3029 -171 / 81 |
2946 / 3198 -2 / 250 |
Fiber Holder Assembly and Installation
After you select the correct fiber insert for your nominal fiber diameter, the fiber inserts need to be installed into the fiber holding blocks, as shown in the video below to the left. Standard fiber inserts are meant to remain installed in a system when processing fibers of the same size, while fiber transfer inserts are used to move a fiber from one compatible Vytran machine to another between processing steps. Transfer inserts consist of a fiber holder bottom insert, fiber transfer clamp, and graphite V-grooves that require assembly as shown in the video below to the right.
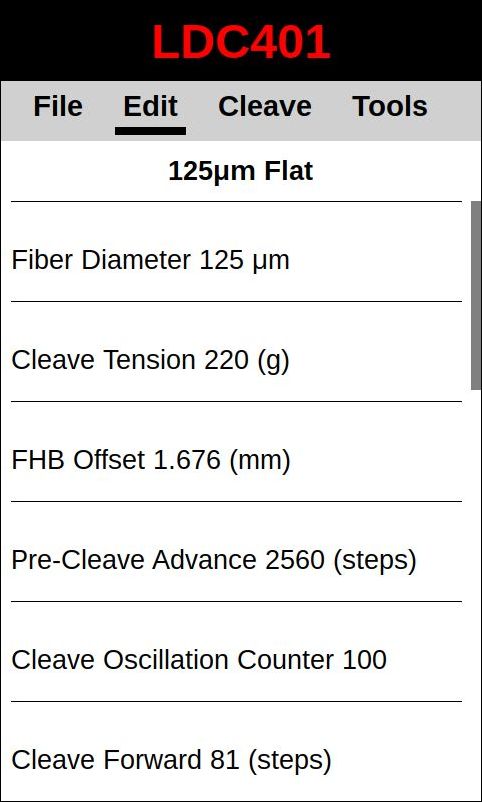
Handset Controller GUI Interface
The VYT300C handset controller is included with each cleaver. It is compatible with Vytran large-diameter fiber cleavers as well as Vytran PTR fiber recoaters and proof testers. One handset controller can be used to configure parameters on multiple fiber processing units in succession. Full instructions for using the handset controller can be found in the manual. The screenshots below highlight key features of the graphical user interface.

Click to Enlarge
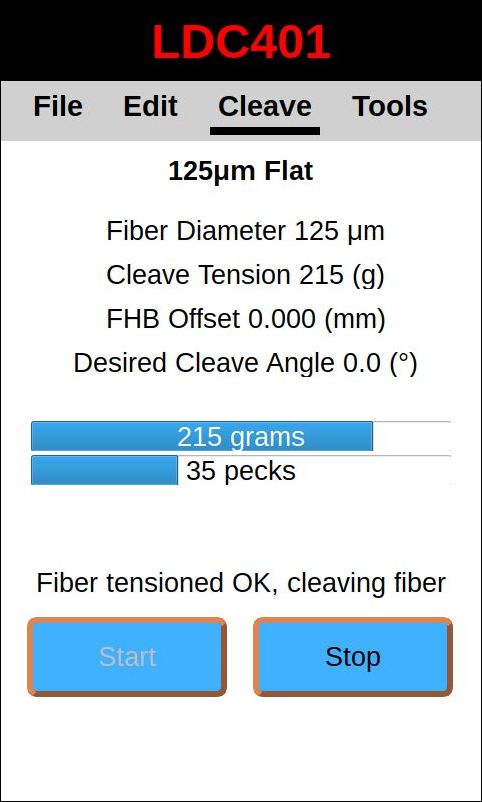
The initial screen on VYT300C handset controller prompts the user to load the fiber, as well as providing the options to start a cleave with the displayed parameters and to home the fiber holding blocks. Other menus can be accessed by swiping the touchscreen left or right, or by tapping the options at the top of the screen.
Click to Enlarge
During a cleave, the handset controller monitors the cleave tension and the number of cleave peck cycles. It also displays parameters defined in the edit tab.
Click to Enlarge
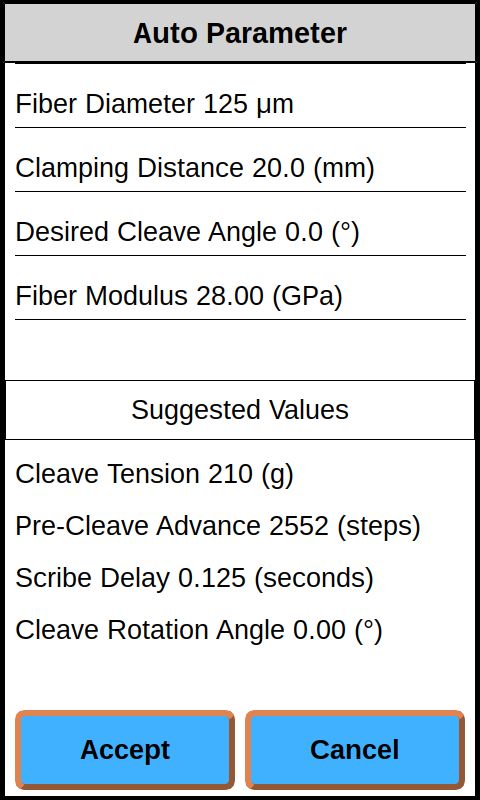
The Auto Parameter screen, accessible under the Tools menu, provides suggested values for cleave tension, pre-cleave advance, scribe delay, and cleave rotation angle based on user-defined parameters for fiber diameter, clamping distance, desired cleave angle, and fiber modulus.
Click to Enlarge
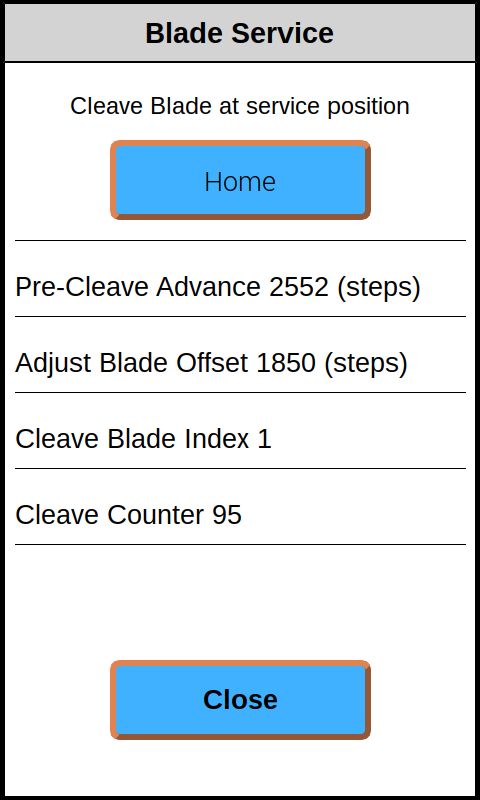
The Blade Service screen, accessible under the Tools menu, moves the blade motor forward by an amount equal to the Blade Offset plus the Pre-Cleave Advance. This can be done in order to clean, replace, or inspect the blade.
Click to Enlarge
The Edit menu shows parameters that can be configured by the user. These parameters are the same as those that can be edited using the tablet controller.

Click to Enlarge
The handset controller can open, save, delete, export, and import files containing parameters for compatible systems. Exporting or importing a file will require a memory device to be connected to the Program Port of the handset controller.
Tutorial Videos
To assist new or returning LDC users with operating their cleavers, we have created a series of tutorials aimed at teaching the basic skills needed to run this machine including setting up the device, installing inserts, and performing a flat cleave or angled cleave. These processes are demonstrated using an LDC401 cleaver, however, the procedures are identical for the LDC401A and LDC450B cleavers. Additionally, angled cleaves can only be performed using the LDC401A cleaver due to the rotation module included in that system. In order to be able to read the text in the videos, we strongly recommend viewing these videos at full screen, 1080p resolution. If you require assistance using your LDC fiber cleaver, please contact us at techsupport@thorlabs.com.
Tension-and-Scribe Cleave Process
Click to Enlarge
An illustration of the tension-and-scribe method as used by the LDC401 and LDC401A to produce a flat cleave. Tension is applied along the optical axis of the fiber prior to cleaving. A diamond blade then scribes the fiber, and the tension causes the scribe to propagate across the fiber in a plane that is orthogonal to the direction of the tension.
Click to Enlarge
An illustration of the tension-and-scribe method as used by the LDC401A to produce an angled cleave. Tension and torsion are applied simultaneously to the fiber prior to cleaving. When the blade scribes the fiber, the scribe propagates across the fiber orthogonally to the direction of the maximum resultant stress produced by the combined tension and torsion, producing an angled cleave.
Tension-and-Scribe Cleave Process
The LDC401 cleavers use the "tension-and-scribe" cleaving process, where tension is applied along the length of the fiber followed by an automatic scribing process utilizing a diamond blade. After the blade scribes the fiber, tension is maintained, causing the scribe to propagate across the fiber width and complete the cleave. Angled cleaves are accomplished in the LDC401A by using the rotation stage to apply torsion to the fiber, starting prior to commencing the "tension-and-scribe" process. The cleave plane will then be perpendicular to the maximum resultant stress created by the combined tension and torsion applied to the fiber.
Sub-Critical Process for Cleaving Specialty Fibers
Certain specialty fibers, such as photonic crystal fiber (PCF), microstructured fibers, capillary tubes, or highly stressed fibers (multimode or polarization maintaining) may require special parameters in order to create clean cleaves at the desired angle. These Vytran® fiber cleavers can be programmed with a "sub-critical" cleave process in order to produce high-quality cleaves for these fiber types.
For these cleaves, the initial tension applied to the fiber is lower than what would be required for the standard "tension-and-scribe" process. The included micrometer backstop prevents the fiber from bending when it is scribed at this lower tension. After the scribe, the tension is slowly, incrementally increased, which serves to propagate the scribe across the fiber and complete the cleave. Parameters for this process can be adjusted using the tablet controller, including the starting and ending tension and how fast the tension is increased after the initial scribe.
Cleaving Guide
The following information is intended to provide a starting point when selecting the best process to use for cleaving different types of fiber. To achieve the best possible cleave results, further experimentation is typically required to fine-tune the cleave parameters for each specific fiber type.
Standard Process: The tension-and-scribe method where a constant tension is applied to the fiber, the fiber is scribed, and the tension causes the scribe to propagate across the fiber to produce the cleave. To see a walk-through on how to perform a tension-and-scribe flat cleave, see the Tutorial Videos tab.
Sub-Critical Process: This process starts with a lower tension applied to the fiber than required by the standard cleaving process. After the fiber is scribed, the tension is slowly increased until the scribe propagates across the fiber and the cleave is complete. This can improve the cleave quality in highly stressed or specialty fibers.
Micrometer Backstop: The tip of the micrometer is positioned so that it just touches the fiber, providing a surface that prevents the fiber from deforming when contacted by the cleave blade during scribing. It is particularly useful when cleaving large-diameter fibers or when using the lower-tension sub-critical process.
| Fiber Type | Cleave Type | Standard Process | Sub-Critical Process | Micrometer Backstop |
|---|---|---|---|---|
| Fiber with Cladding <Ø800 µm | Flat or Angleda | - | - | |
| Fiber with Cladding ≥Ø800 µm | Flat or Angleda | May Be Necessary | Use if the Cleave Blade is Pushing the Fiber Forwards without Cleaving |
|
| Multimode Fiber | Flat | - | - | |
| Angleda | - | Use if Fiber Cladding is >Ø400 µm | ||
| Thick-Walled Capillary Tubing (Wall Thickness at Least 10% of Diameter) |
Flat or Angleda | - | - | |
| Thin-Walled Capillary Tubing (Wall Thickness <10% of Diameter) |
Flat or Angleda | - | ||
| PM Fiber | Flat | Use if Fiber Cladding is ≤Ø400 µm | Use if Fiber Cladding is >Ø400 µm | |
| Angleda | - | |||
| PCF | Flat or Angleda | - |
 Product DemonstrationsThorlabs has demonstration facilities for the Vytran® fiber glass processing systems offered on this page within our Morganville, New Jersey; Shanghai, China; Exeter, Devonshire; and Bergkirchen, Germany offices. We invite you to schedule a visit to see these products in operation and to discuss the various options with a fiber processing specialist. Please schedule a demonstration at one of our locations below by contacting technical support. We welcome the opportunity for personal interaction during your visit! Thorlabs GmbH
|



.jpg)
| Posted Comments: | |
Patricia Reed
(posted 2023-02-21 16:04:01.787) I need to order a replacement power supply, how do I do that? jgreschler
(posted 2023-02-24 11:17:15.0) Thank you for reaching out to Thorlabs. You can request replacement components for any of our items by contacting techsupport@thorlabs.com. I've reached out to you directly to set up a quote. Patrick Paradis
(posted 2020-04-09 10:05:57.417) Hi, I have a cliver LDC-400 (angle option), i would like to know if a can update to LDC-401 for add LDCCM Digital Microscope and Tablet Mount. If is possible can i have a quote and a delivery time ?
Thanks you very much YLohia
(posted 2020-04-09 12:39:10.0) Hi Patrick, thank you for contacting Thorlabs. The LDCCM Kit is not compatible with our previous-generation LDC400 and LDC400A Fiber Cleavers. If you need a way of imaging the fiber, cleave blade, or micrometer position for the LDC400A, we recommend using the LDCCK instead, which can be operated using the controller included with those systems. hugo delahaye
(posted 2019-05-20 12:01:51.607) Hello
I want to move the Diamond Cleave Blade (Vytran LDC200) but i did not find how i can do in the usuer manuel.
Could you help me ?
Sincerely
hugo delahaye YLohia
(posted 2019-05-20 04:26:18.0) Hello Hugo, thank you for contacting Thorlabs. Our current manual is for the current model cleaver “LDC401” and is available on our website. The process is listed on page 23, section 8.3. This process has not changed between the LDC-200 and LDC401 (and neither has the blade), so any manual version is fine. That being said, for your convenience, I have reached out to you directly with the old LDC-200 manual as well with instructions on how to get to the relevant section. joey.lawson
(posted 2018-11-26 09:23:30.94) We would like to incorporate this product into our manufacturing assembly process. Does this product feature any communication protocols so that the fiber cleaving operation can be controlled and/or monitored by a user developed PLC or similar automation system? nbayconich
(posted 2018-12-03 08:50:06.0) Thank you for contacting Thorlabs. At the moment we do not currently provide a user software development protocol for a fully automated system, however there are serial communications that can be used which we will reach out to you to discuss. |

 Zoom
ZoomComponents
Included
- LDC401 or LDC401A
- Handset Controller
- 12 V Power Supply
- Location-Specific AC Power Cord
- Nylon Brush
- 0.035", 0.050", and 3/32" Hex Keys
Must be Purchased Separately
- Fiber Holder Top Inserts (Two Required)
- Fiber Holder Bottom Inserts (Two Required)
Optional Accessories (Sold Separately)
- Digital Microscope
- Adjustable Stop Attachment
- Replacement Diamond Cleave Blade
- Replacement SS2SN013 Setscrews for Fiber Holding Blocks
- Cleave Fibers with Claddings from Ø80 µm to Ø1.25 mm
- LDC401: Flat Cleaves Only
- LDC401A: Flat Cleaves or Angled Cleaves up to 15°
- Accepts SM, MM, PM, and Specialty Fibers
- Includes Micrometer Backstop to Support Low-Tension Cleave Processes
- Diamond Cleave Blade
- Fiber Holder Inserts Must be Purchased Separately (Available Below)

The Vytran LDC401 and LDC401A Fiber Cleavers produce high-quality cleaves in fibers with claddings from Ø80 µm to Ø1.25 mm in order to support precision splicing applications. The LDC401 produces flat cleaves (i.e., a cleave plane perpendicular to the length of the fiber), while the LDC401A can produce both flat and angled cleaves. Each cleaver features a diamond cleave blade, a micrometer backstop that enables low-tension cleaves in specialty fibers, and a ruler block and translating fiber holding blocks to align the point to be cleaved. The LDC401A also includes a rotary stage to apply the torsion needed for angled cleaves.
The left fiber holding block is connected to the same motorized stage as is used in our linear proof testers and includes a load cell that allows the system to internally monitor the tension applied to the fiber during the cleave process. The position of this holding block can be adjusted prior to cleaving by entering the desired position, with micron-level precision, into the controller (display units are in millimeters).
The controller included with each cleaver allows the parameters of the cleave process to be precisely controlled. Adjustable settings include the fiber tension, rotation angle, velocity at which the tension and torsion are applied to the fiber, how quickly the scribe approaches the fiber, and fiber diameter. A cleave angle calculator, included in the LDC401A controller, provides an estimate of cleave parameters that can be refined by the user. The controller is shipped preloaded with ten files for common cleave parameters. See the Controller tab for details.
Once the desired cleave parameters are set and loaded into the cleaver, the controller can be removed and the cleaving process initiated by pressing the blue button on the top of the unit. For manufacturing environments with multiple cleaving stations, this feature streamlines the production process by allowing the same cleave parameters to be easily loaded into multiple LDC401 cleavers.
These cleavers use fiber holding blocks that are compatible with the FPS301 Stripping and Cleaning Station, LFS4100 Fiber Splicer, GPX3000 Glass Fiber Processing Stations, and GPX4000LZ CO2 Laser Glass Processor, allowing fiber to be moved easily between systems. Fiber Holder Inserts are available below in a variety of sizes and must be purchased separately. Nylon-tipped setscrews are used to secure the inserts in the fiber holding blocks; replacement 2-56, 1/8" long SS2SN013 setscrews are available in packs of 10. A selection guide is provided on the Fiber Holder Inserts tab to aid in determining which inserts are appropriate for the fiber to be cleaved and to show how inserts are installed in the unit.
Each unit is shipped with a power supply and location-specific power cord.
Note: Due to the unit's design, it is not possible to upgrade an LDC401 to perform angled cleaves.

 Zoom
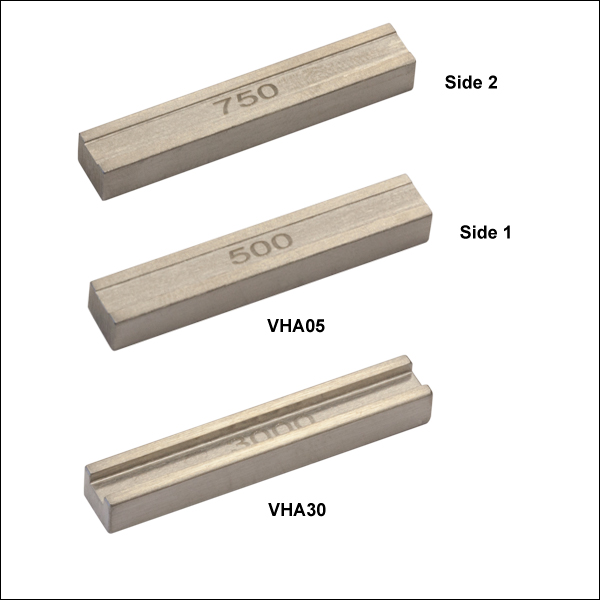
Zoom| Fiber Holder Top Insertsa | ||
|---|---|---|
| Item # | Side 1 Min/Max Accepted Diameter |
Side 2 Min/Max Accepted Diameter |
| VHA00 | 57 µm / 759 µmb | 275 µm / 970 µm |
| VHA05 | 410 µm / 1008 µm | 560 µm / 1269 µm |
| VHA10 | 812 µm / 1515 µm | 1036 µm / 1770 µm |
| VHA15 | 1288 µm / 2022 µm | 1534 µm / 2268 µm |
| VHA20 | 1772 µm / 2505 µm | 2032 µm / 2944 µm |
| VHA25 | 2278 µm / 3029 µm | N/A |
| VHA30 | 2609 µm / 3198 µm | N/A |
- Two are Required to use the Large-Diameter Fiber Cleavers
- Flat, Recessed Surface Clamps the Fiber Against the V-Groove in the Bottom Insert (Sold Below)
- Clamp Fiber Outer Diameters from 57 µm to 3.198 mm When Used with Bottom Inserts
- Compatible with Other Vytran Systems
- Interchangeable by the User
The large-diameter fiber cleavers require a pair of Top and Bottom Fiber Holder Inserts to be placed in each of the fiber holding blocks in order to clamp the fiber during the cleaving process. Each top insert consists of a bar that has a recessed area on one or both sides, designed to clamp the fiber against the V-groove in a bottom insert. The inserts sit in the top section of the fiber holding blocks and are available in a variety of groove sizes. Top inserts are sold individually, and two are required to use these cleavers.
The top and bottom inserts (available below) can be paired in different combinations, outlined on the Fiber Holder Inserts tab above, to accommodate fiber with outer diameters from 57 µm to 3.198 mm.
While the cleavers can only cleave fibers with cladding diameters from 80 µm up to 1.25 mm, the inserts can accommodate a wider range of outer diameters, as there are cases where the fiber should be clamped on the coating instead of the cladding. During a typical cleave, it is often desirable to clamp the cladding on the side to be discarded and the coating on the side of the fiber that will be retained. Alternatively, the fiber may be center stripped and the coating clamped on both sides (preferable in some cases, such as creating a firm clamp on non-circular fiber). Therefore, multiple combinations of top and bottom inserts may be required to accommodate all of the diameters that need to be clamped. The Fiber Holder Insert tab above includes information to aid in selecting and installing the correct combinations of top and bottom inserts to accommodate fiber outer diameters between 57 µm and 3.198 mm.

 Zoom
Zoom| Fiber Holder Bottom Insertsa | ||||
|---|---|---|---|---|
| Item # | Transfer Insert |
Side 1 Min/Max Accepted Diameter |
Side 2 Min/Max Accepted Diameter |
Vacuum Holes |
| VHD080 | No | 57 µm / 100 µm | N/A | Yes |
| VHD125 | No | 88 µm / 161 µm | N/A | Yes |
| VHD160 | No | 112 µm / 208 µm | N/A | Yes |
| VHF160 | Yesb | |||
| VHD250 | No | 177 µm / 323 µm | N/A | Yes |
| VHF250 | Yesb | |||
| VHD400 | No | 279 µm / 519 µm | N/A | Yes |
| VHF400 | Yesb | |||
| VHD500 | No | 346 µm / 795 µm | N/A | Yes |
| VHF500 | Yesb | |||
| VHD750 | No | 516 µm / 1047 µm | N/A | Yes |
| VHF750 | Yesb | |||
| VHE10 | No | 773 µm / 1271 µm | 1034 µm / 1523 µm | No |
| VHE15 | No | 1280 µm / 1769 µm | 1534 µm / 2007 µm | No |
| VHE20 | No | 1787 µm / 2267 µm | 2033 µm / 2513 µm | No |
| VHE25 | No | 2270 µm / 2844 µm | N/A | No |
| VHE30 | No | 2692 µm / 3198 µm | N/A | No |
- Two are Required to Use the LDC401 or LDC401A
- Clamp Fiber Outer Diameters from 57 µm to 3.198 mm when Used with Top Inserts (Available Above)
- VHD and VHF Series of Inserts Have Holes for Vacuum Suction to Aid in Positioning Small Fibers when Used in the LDC401 or LDC401A (See the Table to the Right)
- VHF Transfer Inserts are Used with VHT1 Transfer Clamp to Aid in Transferring a Fiber with ≤Ø1.047 mm Coating between Compatible Vytran Systems
- Interchangeable by the User
The large-diameter fiber cleavers require a pair of Top and Bottom Fiber Holder Inserts to be placed in each of the fiber holding blocks in order to clamp the fiber during the cleaving process. Each bottom insert has a V-Groove on one or both sides that can accommodate a range of diameters (as indicated in the table to the right).
Three types of bottom inserts are available for these large-diameter fiber cleavers. Standard bottom inserts for fiber with an outer diameter <Ø1.047 mm have vacuum holes to help position the fiber in the groove when loading the cleaver. For certain fiber diameters, we also offer transfer inserts (Item #s beginning with VHF) designed to work with the VHT1 transfer clamps (available below) that aid in moving the fiber between compatible Vytran stations while maintaining coarse alignment. The VHE series of fiber holder bottom inserts have a V-Groove on one (VHE25 and VHE30) or both sides (VHE10, VHE15, and VHE20) but do not include vacuum holes. The VHF transfer inserts and VHE bottom inserts can both be installed in other, compatible Vytran stations, although the VHE bottom inserts cannot be used with the VHT1 transfer clamp.
Bottom inserts are sold individually, and two are required to use the large-diameter cleavers. If using the fiber cleaver as a stand-alone device, the VHD series or VHE series inserts will be sufficient. If using the cleavers with other compatible Vytran systems, the bottom insert in the left fiber holding block can be replaced with a transfer insert and VHT1 transfer clamp (available below) for certain fiber sizes, as indicated in the table to the right. Typically, these transfer inserts would only be used in the left fiber holder block, as the right fiber holding block usually clamps the side of the fiber that will be discarded. The right fiber holding block of the LDC401 can accept transfer inserts, if desired, while the right fiber holding block of the LDC401A is incompatible with the transfer inserts, due to the presence of the rotation stage. For information on how to assemble transfer inserts, see the Fiber Holder Inserts tab.
The top (available above) and bottom fiber holder inserts can be paired in different combinations, outlined on the Fiber Holder Inserts tab above, to accommodate fiber with outer diameters from 57 µm to 3.198 mm. While the cleavers can only cleave fibers with cladding diameters from 80 µm up to 1.25 mm, the inserts can accommodate a wider range of outer diameters, as there are cases where the fiber should be clamped on the coating instead of the cladding. During a typical cleave, it is often desirable to clamp the cladding on the side to be discarded and the coating on the side of the fiber that will be retained. Alternatively, the fiber may be center stripped and the coating clamped on both sides (preferable in some cases, such as creating a firm clamp on non-circular fiber). Therefore, multiple combinations of top and bottom inserts may be required. The Fiber Holder Inserts tab above includes information to aid in selecting and installing the correct combinations of top and bottom inserts to accommodate fiber outer diameters from 57 µm to 3.198 mm.

 Zoom
Zoom| Graphite V-Groovesa | ||
|---|---|---|
| Item # | Accepted Diameter (Min / Max) |
Groove Length |
| VHG125 | 80 µm / 125 µm | 0.313" |
| VHG125L | 80 µm / 125 µm | 0.594" |
| VHG200 | 150 µm / 200 µm | 0.313" |
| VHG250 | 200 µm / 250 µm | 0.313" |
| VHG250L | 200 µm / 250 µm | 0.594" |
| VHG300 | 250 µm / 300 µm | 0.313" |
| VHG350 | 300 µm / 350 µm | 0.313" |
| VHG400 | 350 µm / 400 µm | 0.313" |
| VHG450 | 400 µm / 450 µm | 0.313" |
| VHG500 | 450 µm / 500 µm | 0.313" |
| VHG500L | 450 µm / 500 µm | 0.594" |
| VHG550 | 500 µm / 550 µm | 0.313" |
- Clamp and Graphite V-Grooves Used with Transfer Bottom Inserts to Move Fiber Between Vytran Systems
- Transfer Clamps Required to Transfer Fibers in VHF Inserts Between Compatible Vytran Systems
- Graphite V-Grooves for Supporting Fibers ≤Ø550 µm
- V-Grooves Accept Diameters from 80 µm to 550 µm
These Transfer Clamps and V-Grooves are used with the VHF Transfer Bottom Inserts sold directly above to move a single fiber between various Vytran systems with minimal loss of alignment.For example, a fiber can be placed in a transfer insert and cleaved using the LDC401 Fiber Cleaver. Then, the entire transfer insert and fiber can be moved to a splicer or glass processor for splicing.
The VHT1 clamp secures transfer inserts with a magnetic lid that prevents axial movement of the fiber and can be used to hold the insert during transport without touching the fiber itself. For fibers with diameters ≤550 µm, a graphite V-groove is available to support the fiber when splicing (please see the size table to the right for more information). To provide extended support along the length of the fiber and reduce the amount of overhang during processing, we also offer 0.594" long V-grooves (Item #'s VHG125L, VHG250L, and VHG500L). The graphite V-grooves are secured by tightening two setscrews on the transfer insert. For information on how to assemble transfer inserts, see the Fiber Holder Inserts tab.

 Zoom
Zoom| Digital Microscope Specifications | |
|---|---|
| Magnification | 20X to 220X |
| Resolution | Native: 1600 x 1200 Pixels With Interpolation: 2560 x 2048 Pixels |
| Color | 24 bit RGB |
| Focus Range | 10 mm to Infinite |
| Flicker Frequency | 50 Hz / 60 Hz |
| Shutter Speed | 1 ms to 1 s |
| Frame Rate | ≤30 fps @ 600 lumens |
| Still Image Format | JPG and BMP |
| Video Format | AVI |
| White Balance | Auto |
| Exposure | Auto |
| Light Source | 8 White Light LEDs, 40 lux |
| Interface | USB 2.0 |
| Power Supply | 5 VDC from USB Port |
| Operating System | Mac®, Windows® 98SE / ME / 2000 / XP / Vista / 7 / 8 / 10 |
| Dimensions | Ø33 mm x 112 mm |
- Includes Digital Microscope and Swing Arm
- Requires PC (Not Included) to View Image
- Compatible with LDC401 and LDC401A Fiber Cleavers as well as Previous-Generation LDC400 and LDC400A Fiber Cleavers
This optional kit features a digital microscope on a swing arm that attaches to the side of our LDC Series Fiber Cleavers. The microscope can image the fiber, cleave blade, and micrometer backstop at up to 220X magnification, enabling more effective use of the cleaver. The magnification of the microscope can be adjusted using the silver wheel on the side, and the focus can adjusted by sliding the microscope in its holder. The microscope also incorporates eight white light LEDs for illumination of the subject. The brightness of these LEDs may be adjusted using the narrow black wheel near the top of the microscope. A button on the side captures a still image when pressed.
The LDCCK must be operated via a PC supplied by the user; each kit includes a CD with software. This kit is also compatible with our previous-generation LDC400 and LDC400A Fiber Cleavers and can be operated using the controller included with those systems. The microscope cannot be controlled using the controller included with the LDC401 or LDC401A.

 Zoom
Zoom
Click to Enlarge
Diagram of LDCAS Adjustable Stop Mounted on LDC401 Cleaver
- Sliding Stop on a Dovetail Rail for Setting Cleaved Fiber Length
- Lock Stop in Place with Two Thumbscrews
- Engraved with Imperial and Metric Rulers
- Compatible with LDC401 and LDC401A Fiber Cleavers as well as Previous-Generation LDC400 and LDC400A Fiber Cleavers
This optional adjustable stop mounts to the right side of our LDC401 and LDC401A Fiber Cleavers using two 4-40 x 3/4" socket head cap screws (included). The user sets the position of the stop and turns one or both thumbscrews to lock the stop in place. The user can then slide a rod, capillary tube, or fiber end up against the stop, and when the cleave is completed, the length of the piece of rod/tube/fiber to the right of the cleave blade will be the desired length.

 Zoom
ZoomCompatible Systems
- CAC400 and CAC400A Fiber Cleavers
- LDC401 and LDC401A Fiber Cleavers
- LDC450B Portable Fiber Cleaver
- GPX3800, GPX3850, and GPX3900 Automated Glass Processors with Cleavers
- FFS2001 and FFS2001PT Fiber Preparation and Splicing Workstations
- FFS2001PM and FFS2001WS Fiber Preparation, Splicing,
and Proof Testing Workstations - Former Generation LDC-200 Fiber Cleaver
- Replacement Blade for Our Fiber Cleaving Systems (See List to the Right)
- 0.08" (2.0 mm) Long Diamond Blade
- User Installable

Click to Enlarge
The blade is shipped in a protective covering.
The ACL83 Diamond Cleave Blade is a replacement blade for the Vytran fiber processing systems listed to the right. Each system is shipped with a blade included.
When used with proper cleave parameters, a single location on the blade can provide up to 5,000 cleaves (dependent on the cladding properties of the fiber being cleaved). The blade can be positioned approximately 10 times before replacement (assuming proper cleave parameters and usage that does not cause unexpected damage to the blade). Blade replacement instructions for each system are provided in the user manuals.
Note: Severe damage to the blade can occur if conditions cause high stress perpendicular to the edge of the blade or if incorrect parameters are used to cleave the fiber.

 Zoom
ZoomClick to Enlarge
Screenshot of VYT300C Controller When Used with LDC401 Fiber Cleaver
Compatible Systems
- LDC401(A) Fiber Cleavers
- LDC450B Portable Fiber Cleaver
- PTR303(B), PTR304(B), PTR306(B), PTR307(B), PTR403(B), PTR404B, PTR406(B), and PTR407(B) Manual Mold Fiber Recoaters
- PTR305 and PTR308 Automatic Mold Fiber Recoaters
- PTR301 and PTR302 Fiber Proof Tester
- Replacement for Included Controller
- Provides Full Functionality for Compatible Systems (See Compatible Systems List to the Right)
- Intuitive GUI
- Capacitive Touchscreen
This handset controller is available as an replacement for the included controller. A single handset controller can be used with multiple systems; after configuring parameters to one fiber processing unit, the controller can be disconnected and then connected to a different unit, of the same or a different type, to configure its parameters.
The handset controller must be connected via the included cable in order to use it. The controller automatically turns on when the connected system is turned on. Upon startup, the handset controller will always read parameters from the connected system; i.e., the parameters that appear on the screen will always be the parameters that have been uploaded to the connected unit. If the parameters read from the unit match the parameters of the most recently opened file on the handset controller, the screen will display the file name.
In addition to the Open File, Save File, and Save File As options available with the tablet controller, the handset controller allows files to be deleted, exported, and imported. Exporting or importing a file will require a memory device to be connected to the Program Port of the handset controller.
Instructions for using this controller can be found in the manuals for the compatible Vytran systems. The VYT300C controller cannot be used to control the digital microscope in the LDCCK kits sold above.